
When you are buying a pump for your chemical plant, most people focus on flow rate, pressure, and price. But one thing that often gets ignored is the material of the pump itself. And honestly, this is where most problems start. A PP pump, for example, is one of the most commonly used options in chemical plants, but it is not always the right fit for every fluid or temperature condition.
If the pump material is not compatible with your chemical, it will start corroding, leaking, or breaking down within months. So before anything else, you need to get the material right. Two of the most commonly used materials in non-metallic pumps are PP (Polypropylene) and PVDF (Polyvinylidene Fluoride). Both are plastic pumps, but they are very different in performance, price, and where they should be used.
Let us break it down in simple language.
What is a PP Pump?
A polypropylene pump, commonly called a PP pump, is made from a plastic material called polypropylene. It is one of the most widely used pump materials in the chemical industry because it is lightweight, affordable, and good enough for a wide range of mild chemicals.
PP pumps work well with dilute acids, alkalis, and many common industrial fluids. They generally handle temperatures up to 90°C without any problem. If your application involves general chemical transfer, water treatment, or agro-chemical handling where the fluid is not too aggressive, a PP pump is usually a practical and cost-effective choice.
What is a PVDF Pump?
PVDF stands for Polyvinylidene Fluoride. It sounds complicated, but simply put, it is a high-performance plastic that can handle much stronger and more aggressive chemicals than PP.
A PVDF chemical pump is used where the fluid is highly corrosive, oxidizing, or even carcinogenic. Think about chemicals like hydrochloric acid, sulphuric acid, bromine, or chlorinated solvents. These are fluids that will damage a PP pump quickly, but PVDF handles them without any issue. PVDF pumps can also work at higher temperatures, usually up to 125°C.
Because of this, PVDF pumps are commonly found in pharmaceutical plants, chlor-alkali units, bromine handling facilities, and specialty chemical industries.
PP Pump vs. PVDF Pump: The Real Difference
Now let us come to the main comparison. Both are non-metallic pumps and both resist corrosion better than metal pumps. But the similarity mostly ends there.
When it comes to chemical resistance, PP is good for mild to moderately corrosive fluids. PVDF is in a different league altogether. It resists highly aggressive acids, oxidizing agents, and even some solvents that would destroy other materials. So if your chemical is on the stronger side, PVDF is the only sensible option.
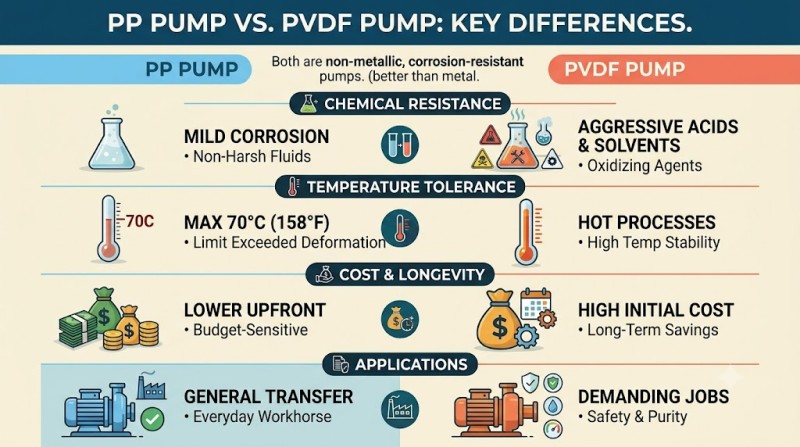
On temperature, PP has a lower limit. Once the fluid temperature crosses 70 degrees, PP starts losing its strength and can deform over time. PVDF comfortably handles higher temperatures, which makes it suitable for hot chemical processes.
Coming to cost, PP pumps are noticeably cheaper. For budget-sensitive applications where the chemical is not too harsh, PP makes complete sense. PVDF pumps cost more, but they last much longer in demanding conditions. So over time, they can actually save money by reducing replacements and downtime.
In terms of applications, PP is your everyday workhorse for general chemical transfer. PVDF is what you need when safety, purity, and performance cannot be compromised.
Where Buyers Go Wrong?
Many buyers make the mistake of choosing a PP pump just because it is cheaper, without checking whether PP is actually compatible with their fluid. Some chemicals that look harmless on paper can slowly damage PP over months. By the time the problem is visible, there is already damage to the pump and sometimes to the surrounding equipment too.
Another common mistake is ignoring the temperature of the fluid. Even if the chemical is compatible with PP, if the operating temperature is high, PP will not last. Always check both chemical compatibility and temperature before finalising your pump material. A simple pump material guide from your pump supplier can save you from expensive mistakes.
Which One Should You Choose?
If your fluid is mildly corrosive and temperature is moderate, go with a polypropylene pump. It is practical, affordable, and performs well for general industrial use.
If your fluid is aggressive, temperature is high, or you are in an industry like pharmaceuticals or chlor-alkali where contamination is not acceptable, choose a PVDF chemical pump without second thoughts.
At Alfa Pumps, we manufacture both PP and PVDF non-metallic pumps designed specifically for corrosive and hazardous fluid handling. Our NK Series and NKP Series are built to handle some of the most challenging chemical processes across industries. If you are unsure which material suits your application, our team is happy to help you make the right choice.
FAQs:
PP (Polypropylene) is a general-purpose plastic material suitable for mild corrosive chemicals at moderate temperatures. PVDF chemical pump material is far superior in chemical resistance and can handle highly aggressive acids, oxidizing agents, and high-temperature fluids without any damage.
It depends on your application. A polypropylene pump is better when the chemical is mild and budget matters. But for aggressive chemicals like bromine or hydrochloric acid, PVDF is clearly the better choice because of its higher chemical resistance and longer service life.
A polypropylene pump works well with dilute acids, mild alkalis, salts, and many general industrial fluids. However, PP is not recommended for strong oxidizing chemicals, concentrated acids, or high-temperature fluids where a more resistant plastic chemical pump material is required.
PVDF is used in pumps that handle highly corrosive and hazardous fluids. Industries like pharmaceuticals, chlor-alkali, bromine handling, and specialty chemicals rely on PVDF pumps because they offer zero contamination, excellent corrosion resistance, and can withstand temperatures up to 140 degrees Celsius.
Yes, a PVDF chemical pump costs more than a PP pump upfront. But when you consider longer service life, fewer replacements, and reduced downtime in harsh chemical applications, PVDF actually proves to be a more economical non-metallic pump choice in the long run.
In most cases yes, but you should always verify the dimensions and specifications before replacement. Upgrading from a polypropylene pump to a PVDF chemical pump is a smart decision when your process chemicals have become more aggressive or operating temperatures have increased over time.
Mr. Sanket Patel is a visionary industrial leader and managing director of Alfa Pumps. He leads the company’s innovation in fluid handling solutions, focusing on chemical process pumps designed for corrosive fluids.


